Excitement About Additive Manufacturings
Wiki Article
Excitement About Additive Manufacturing
Table of ContentsOur Mfg DiariesThe Only Guide to Lean ManufacturingSome Known Details About Lean Manufacturing Manufacturing Fundamentals Explained
With shot moulding, pre-dried granular plastic is fed by a forced ram from a hopper right into a warmed barrel. As the granules are slowly moved onward by a screw-type plunger, the plastic is pushed into a warmed chamber, where it is thawed. As the bettor breakthroughs, the thawed plastic is compelled with a nozzle that rests against the mould, permitting it to get in the mould dental caries via a gate and also jogger system.The series of events throughout the injection mould of a plastic component is called the injection moulding cycle. The cycle begins when the mould closes, adhered to by the shot of the polymer right into the mould dental caries. When the cavity is filled up, a holding stress is preserved to compensate for material contraction.

As soon as the tooth cavity is 98% complete, the device switches from velocity control to pressure control, where the dental caries is "loaded out" at a constant stress, where enough rate to get to desired stress is called for. This allows employees manage part measurements to within thousandths of an inch or far better. Like all commercial processes, shot molding can produce flawed components, even in toys.
Our Mfg Statements
Tests are often done prior to complete manufacturing runs in an effort to forecast defects and establish the proper requirements to make use of in the shot process.: 180 When filling up a brand-new or strange mould for the initial time, where shot dimension for that mould is unidentified, a technician/tool setter may perform a trial run prior to a full production run.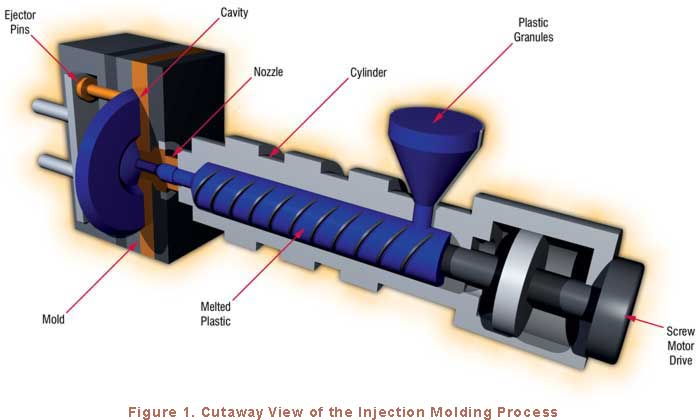
Holding stress is boosted till the parts are free of sinks as well as part weight has been accomplished. Shot moulding is a complicated modern technology with feasible manufacturing issues. They can be created either by defects in the moulds, or extra commonly by the moulding process itself.: 4785 Moulding problems Alternate name Descriptions Causes Sore Blistering Raised or layered area why not try here on surface of the component Device or product is too warm, frequently created by a lack of cooling down around the tool or a malfunctioning heater.
Additive Manufacturing Things To Know Before You Buy
Embedded particulates International particle (burned material or various other) embedded in the part Particles on the device surface, infected material or foreign particles in the barrel, or excessive shear heat shedding the product prior to injection. Circulation lines Directionally "off tone" wavy lines or patterns Injection speeds as well slow (the plastic has cooled down way too much during injection, shot speeds need to be set as quick as is ideal for the copacker procedure and material utilized).Filling also quickly, not allowing the edges of the part to establish up. Mould might be out of registration (when the two halves do not centre properly and component walls are not the same thickness). The given info is the common understanding, Adjustment: The Absence of pack (not holding) stress (pack pressure is used to pack out also though is the part during the holding time).
Simply put, as the component reduces the material divided from itself as there was not enough resin in the cavity. Deep space could happen at any type of area or the component is not restricted by the density yet by the material flow and also thermal conductivity, yet it is extra most likely to happen at thicker locations like ribs or managers.
Knit line/ Blend line/ Transfer line Discoloured line where 2 circulation fronts meet Mould or material temperatures set also low (the material is cool when they fulfill, so they don't bond). Time for shift between injection and transfer (to packaging and also holding) is prematurely. Twisting Distorted part Cooling is too short, material is as well warm, lack of cooling around the device, wrong water temperature levels (the parts bow inwards towards the hot side of the tool) Unequal diminishing between areas of the component.
3 Simple Techniques For Hon Hai Precision
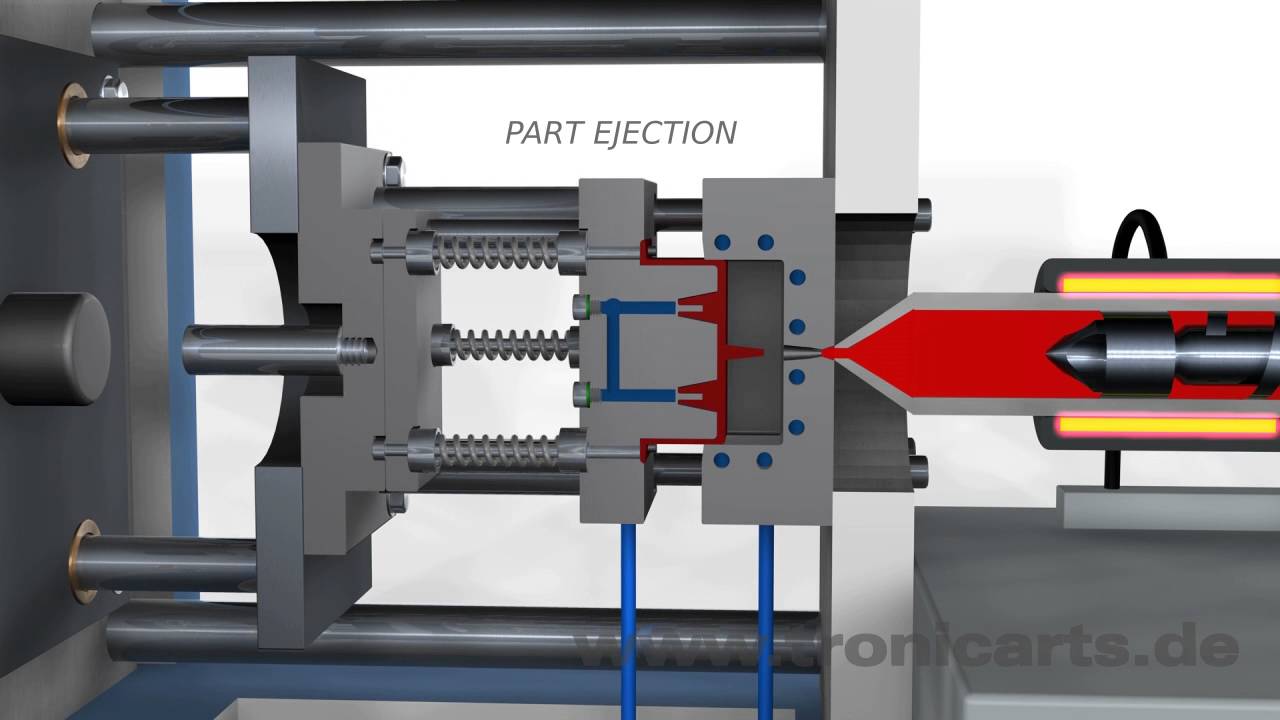
125 inch wall density is +/- 0. 008 inch (0. 2 mm).: 446 Power needs [edit] The power needed for this procedure of injection moulding relies on numerous points and also varies between products made use of. Manufacturing Processes Recommendation Overview states that the power demands depend upon "a product's particular gravity, melting factor, thermal conductivity, component dimension, and also molding rate." Below is a table from page 243 of the exact same referral as previously pointed out that ideal highlights the qualities pertinent to the power needed for the most typically utilized materials.In addition to installing assessment systems on automated devices, multiple-axis robots can remove parts from the mould as well as position them for further processes. Certain circumstances include removing of parts from the mould promptly after the parts are developed, along with using equipment vision systems. A robotic holds the Recommended Site part after the ejector pins have been prolonged to free the part from the mould.
Why is injection molding equipment manufacturing so effective? What is Shot Molding?
The injection molding machine utilizes personalized molds to fill them out according to specifications, producing identical duplicates that can be personalized in a variety of methods. What's more, injection molding is a very flexible process, enabling a large range of different materials and surfaces, which makes it a preferred option in many markets with completely different objectives and requirements - plastic manufacturing.
Report this wiki page